咨询电话:021-57569119
《人工制砂技术的应用与发展-第四章》
导读:上一章谈到制砂机设备中的半干式制砂技术! 本章内容是制砂机中的智能节能、低碳环保半干式制砂技术
2010 年 1—10 月,用同一矿山的花岗岩分别在 “YJ”核电站的全湿式砂石系统生产砂石骨料与台山核电厂半干式砂石系统生产砂石骨料做了C60 ~ C75 混凝土对比试验,结论为台山核电厂生产的砂石成品质量优于 “YJ”核电厂生产的成品质量,每方混凝土可节约水泥用量7. 69%( 25 kg) 。
1. 5 智能节能、低碳环保半干式制砂技术
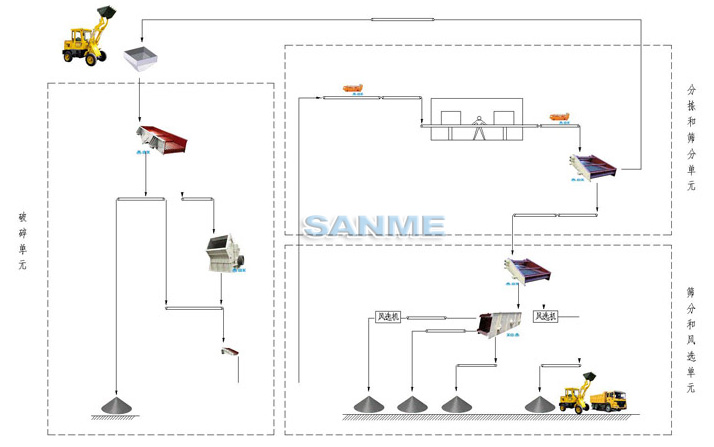
2008—2011 年,水电九局承建的当今世界最大的金沙江观音岩水电站人工砂石系统是集水电九局 50 多年经验与技术建成的一座 “智能节能、低碳环保”的巨型人工砂石系统。观音岩水电站砂石系统岩性为二叠系下统茅口组灰岩,湿抗压强度平均为 107. 3 MPa,系统设计处理能力为 3 300 t/h,设计成品产量为 2 700 t/h。根据半干式制砂的工艺技术特点,采用了 3 段破碎工艺,粗碎为开路生产,4 台反击破碎机联合生产半成品石料; 中碎 4 台反击破闭路循环生产,以适应各种级配混凝土用骨料需求量的变化要求; 细碎为闭路循环,主要采用 8 台立轴式破碎机制砂。该系统工艺采用了 “智能化半干式制砂工艺”专利技术,系统在设计时采用以环形冗余光纤以太网作为主干通讯网络,将各配电室信息管理系统、上位机监控系统、PLC 控制系统、工业电视监控系统、语音通讯系统、智能仪表采集装置、噪音监测、粉尘监测、大屏幕显示系统有机结合成一体,通过 1 根光纤取代大量的电缆将各种信息传输到中央控制室集中处理,中央控制室同时也将有关信息反馈到各配电室,中央控制室实现了一人便可进行系统运行的操作控制,同时不管你远在外地任何地方,只要能上网便可查看施工运行的同步工况。
半干式智能化控制的主要特点是工艺流程稳定可靠、制砂设备能力得到最大限度发挥,按工艺流程的最优设定控制设备的给料、给水量,可以使设备处于满负荷运行。骨料质量在 PCL 的控制中稳定可靠,达到了环保节能的目的。大石、中石、小石的生产工艺均为反击破加工,粗碎前经棒条给料机一次弃泥、一筛冲洗筛分后出大石成品,中石送至制砂车间作砂的主要加工料源,小于 20 mm 的经洗石机去泥脱水后的 50%送到制砂车间,一筛后大于 80 mm 的石料送入中碎加工,主要生产中石成品和 50% 的小石成品,中石在进入成品料仓前再经中径检测筛分冲洗。经2 级反击破生产的中石、小石粒形方正,基本无针状偏平体。2010-01-01—2011-4-15 成品料针片状含量统计质量指标见表 4。
表 4 观音岩水电站砂石系统成品料
针片状含量质量情况统计
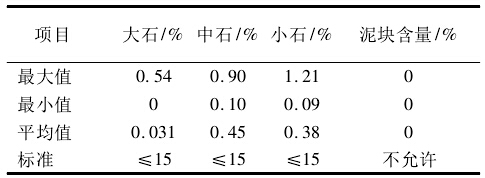
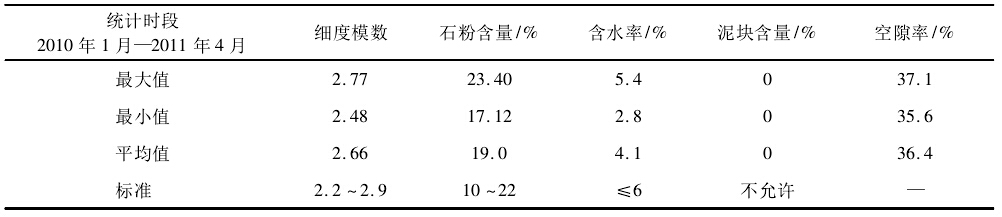
从表 4 可知,针片状含量最大值仅为 1. 21%,规范规定为≤15%,说明质量控制较好。砂的质量控制单元可自动调整控制砂的细度模数,生产 2 种不同石粉含量的碾压混凝土用砂和常态混凝土用砂,砂的含水率为 3. 5% ~ 4. 5%,砂在 18 m 高下落的堆料过程中,1 m 以外不扬起粉尘,同时在堆料过程中不产生分离和翻滚,形成坍塌式 “无离析堆存”。无论在砂堆的任一点取样,其质量指标是一致的,砂的级配连续,堆积密度最大。
运用过程能力指数 Cp反应质量控制公差偏离情形,以实测常态砂的细度模数绘制控制图分析。X - R 控制图列表见表 5
表 5 X - R 控制图列表(常态砂细度模数月度统计)
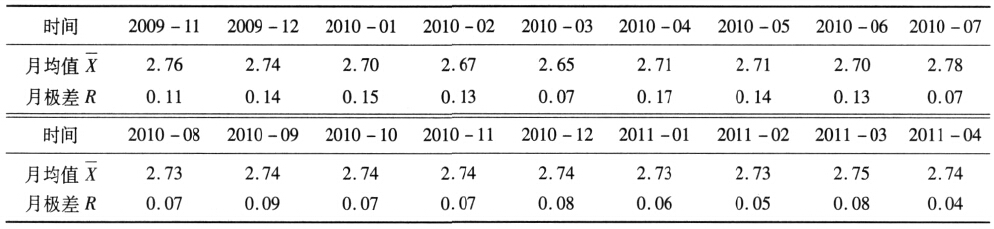
2009 年 11 月至 2011 年 4 月系统运行共 18 个月,每月均值为 X,极差为 R ,m 为样本组数目,总平均值 =2. 73,平均级差 = 0. 091,则均值上线 UCL X= 2. 73 + 0. 373 × 0. 091 = 2. 76,均值中线 CL X =2. 74,均值下线 LCL X = 2. 73 - 0. 373 × 0. 091 =2. 70。与规范进行比较,细度模数 FM 最大值 TL=2. 80、最小值 TU= 2. 40,利用 R 和 X 计算 CP·σ =R / d2= 0. 091 /2. 326 = 0. 039,σ 为质量特性值的总体标准差,对于高质量、高可靠性的“6σ 控制原则”检查质量情况,CP= ( TU- TL) /6σ = ( 2. 8 - 2. 4) /6 × 0. 039 = 1. 70 > 1. 67,说明常态砂的过程加工质量能力过高。从表 5 中查出级差较大月在 2010 年4 月,为 0. 17,而当月均值为 2. 71,2010 年 6 月以后极差均小于 ± 0. 1,说明砂的质量优良,运行稳定可靠。
碾压砂的细度模数 FM = 2. 64,发生最大值月份的当月最大值为 2. 77,当月最小值为 2. 61,上下限极差为 0. 16; 发生最小值月份的当月最大值为2. 66,当月最小值为2. 48,上下限极差为0. 12。碾压砂成品质量统计见表 6。以 16 个月的统计数据分析绘出均值控制图,以中线 FM = 2. 64 观察217 个点,其中有 4 个点在 2. 74 以外,有 7 个点在2. 54 以外,94. 9% 的点均落在 ± 0. 10 的区域内,这一指标高于规范的 ±0. 2 的控制标准,砂的级配连续稳定,从未发生过两头大中间小的情况。
表 6 观音岩水电站砂石系统碾压砂成品质量情况统计
经控制图分析计算,碾压砂的 CP= 1. 65,引入规范 “当 1. 67 > CP≥1. 33,说明过程能力充分,表示技术管理能力已很好”。
第一点:人工制砂技术的应用已完 下一章内容将继续第二点 人工砂石系统研究的关键因素 >《人工制砂技术的应用与发展-第五章》

地点:重庆
产量:500TPH
设备配置:S系列精品制砂楼,HSI系列反击式破碎机

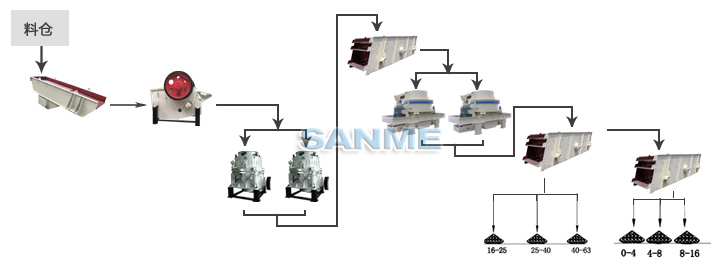
地点:湖南
产量:200t/h
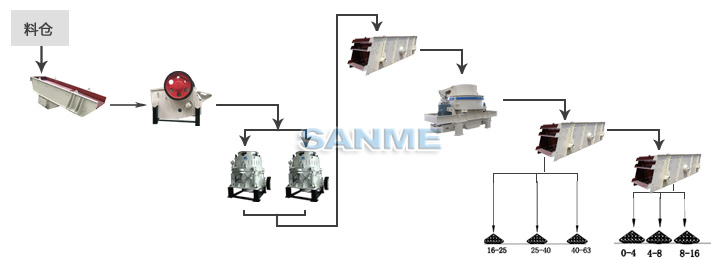
设备配置:SMH系列液压圆锥式制砂机、VSI制砂机、PE系列颚式制砂机、YK系列圆振动筛和ZSW系列振动给料机等。

地点:喀麦隆
产量:180-200t/h
设备配置:ZSW系列振动给料机、PE系列颚式制砂机、GZG系列振动给料机、SMH系列液压圆锥式制砂机和YK系列圆振动筛等。