咨询电话:021-57569119
《人工制砂技术的应用与发展-第六章》
导读:前面谈到人工砂石系统研究的关键因素 本章内容将继续第2.3点制砂设备与骨料的关系
2. 3 设备与骨料的关系
外力的作用是岩石破碎的唯一手段,在破碎设备的挤压、劈裂、弯曲、冲击、碾磨等力作用下岩石被破碎,经筛网分级后形成骨料,这就是设备与骨料的基本关系。破碎比I的定义为入破粒度对产品粒度的比值,它是确定破碎段数的主要因素,一般而言,当破碎给料粒度越大,而产品粒度要求越细时,破碎段数越多。
在破碎生产的各个环节中,由于粗碎、中碎和细碎的特点、破碎机理不同,对设备的要求也不一样。从破碎比角度来看,粗碎应选择 I = 3 ~ 6,中细碎 I =5 ~8,细碎 I =9 ~12,才能最大限度地发挥各级设备的效能而获得最佳破碎工艺方案。
无论采用何种结构形式的破碎设备,每一个破碎环节达不到破碎比要求时都会对下一级破碎造成压力和制约,其结果将造成增加破碎环节以及增加物料的循环量、筛分量等,无形中造成设备购置费用、基础建设费用、环保费用等大幅上升,同时也增加了系统故障点,使系统运行可靠性下降。虽然破碎比是确定破碎段数的主要因素,然而生产规模、设备性能和岩石岩性也有重要影响。开挖爆破的岩石经破碎变成骨料要选择合理的工艺方案与先进的设备配套才是最佳的解决手段,推荐不同岩石破碎段宜优先使用的设备。岩石与制砂机设备选择的关系见表 8
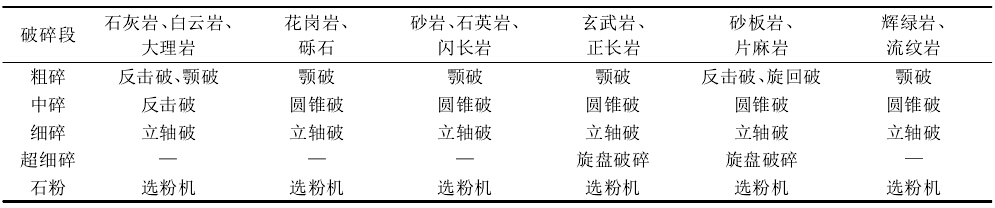
表 8 岩石与制砂机设备选择的关系
3 砂石加工技术发展方向———低碳环保
从猫跳河三级水电站开始的干式制砂第 1 代人工砂石加工工艺一直到上世纪 90 年代在湖南江垭、碗米坡以及福建棉花滩、广西百色等大型砂石项目中使用,因砂中石粉含泥及杂质、粗骨料裹粉等影响混凝土质量的问题无法解决,加上粉尘污染环境较为严重,现大型砂石系统中已经不再使用该技术。上世纪 70 年代在乌江渡水电站采用了全开路全棒磨机湿式制砂技术,80 年代后期在东风水电站砂石系统中采用了细圆锥破加棒磨机的制砂工艺,此期间国内的广西大化、岩滩以及湖南五强溪等水电站均采用了单一的棒磨机全湿式制砂,全湿式制砂技术缺点是能耗高、污染大、粉砂流失大。
上世纪 80 年代的代表工艺为粗碎主要是旋回破、颚破开路生产,圆锥破、反击破中碎闭路生产,棒磨机、细圆锥制砂细碎闭路生产。1993 年在天生桥二级水电站白云砂石系统的粗碎开路、中细碎闭路、旋盘破碎机加棒磨机制砂技术,在制砂工序中引入了旋盘破碎的制砂新理念,其优点是产量高、能耗低; 1996 年二滩水电站砂石系统全部采用进口设备分 4 段破碎开路生产,制砂采用了旋盘破磨机和棒磨机生产; 1998 年三峡工程扩建后在制砂上使用了立轴破加棒磨机制砂,补充和完善了全湿式的制砂技术。目前因对制砂工艺技术的认识不一,还有大量的生产企业使用这一传统技术。新世纪后研究出的半干式制砂工艺采用粗碎开路、立轴破完全取代了棒磨机,在工艺技术上作了重大调整,开发出了 “3 段破碎、过程闭路整形、未级出成品”的高品质核电砂石骨料加工技术,粗碎脱泥、细碎高频筛分与选粉配套的 “全自动控制技术”。在污水处理 “零排放”的大量工艺及设备实践与研究中,在目前世界上最大的3 300 t/h的人工砂系统中成功完成了这一课题的研究与实践,推动了人工砂石向高品质与低碳环保技术向前迈出了历史性的一大步。
4 结束语
人工砂石生产技术从干式、湿式发展到节能、低碳、环保的半干式制砂工艺技术,半干式制砂技术主要关注产品质量、工艺技术、环保节能控制。
( 1) 根据岩性成分、功指数、磨蚀指数选择各段破碎设备类型。
( 2) 根据各种粒径骨料高峰时段的最大需求之和与生产不均匀系数的积进行平衡计算,确定系统的生产规模。
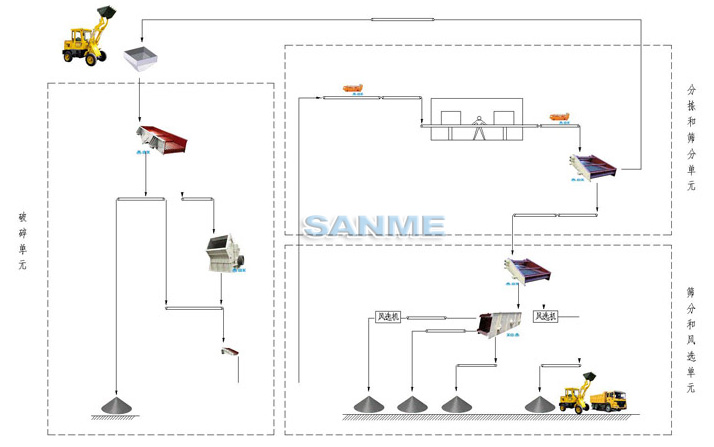
( 3) 半干式制砂工艺设计除注重骨料破碎加工设备的选择外,当矿石含泥高时,在粗破前宜选择棒条给料机在给料时分级筛分脱泥,粗破后应将小于 20 mm 的骨料用洗石机洗涤干净,20 ~80 mm 的骨料可用 0. 25 ~0. 3 MPa 压力的水在筛面冲洗,粗破一筛后 5 ~60 mm 的骨料宜进入立轴破加工小石和成品砂,粗、中破后的粗骨料需在进入成品仓前经检查筛分冲洗脱粉; 采用水力旋流器配高频振动脱水筛回收石粉、负压吸水,粉泥水经沉淀池加速沉淀,离心脱泥设备回收,高速立轴破和旋盘破是制砂的低能耗首选设备; 矿石破碎后,当石粉含量过高时可用选粉设备脱粉。
( 4) 低碳环保的制砂工艺技术除必须满足各种骨料的质量指标外,还要控制各种材料及能源消耗,半干式制砂用水量应控制在 0. 15 ~ 0. 45 m3/ t为宜,回收利用率控制在 90% 以上,用电量不大于 5. 5 kW·h/t。
( 5) 洗石机及粗骨料的冲洗污水经水力旋流器回收后有少量粉砂随污泥水流入竖流沉淀池,实测含泥质量浓度约 8% ~10%。经 4 h 沉淀后含泥质量浓度约 17. 5% ~43%,平均 23. 24%,流入一级离心脱泥机脱泥后的固相含水率平均为 19. 53%。泥经皮带机送至集料斗、经矿渣车运至弃渣场,是很好的复耕黏土。液相含固率为 5. 3% ~13. 96%,平为均 9. 68%,在加入絮凝剂后经离心脱泥机脱泥的固相含水率平均为 23. 65%,液相含固率0. 08% ~ 0. 21% ,平均为 0. 165% ,在流入斜管沉淀池经 2. 5 h 沉淀后液相浊度平均为 50 ~70 mg/L,符合国家一级生产用水标准,池底固相含泥质量浓度平均为 18%。形成的污水处理流程为竖流沉淀池一级沉淀、离心机二级脱泥、斜管沉淀池沉淀回收清水,水的回收利用达到 92. 8%,实现了零排放。
( 6) 半干式工艺控制含水率解决各破碎筛分环节的粉尘扬尘污染问题,骨料冲击铁件是主要的噪声源,水电九局的专利技术 “降噪梭槽”能将噪声降低到国标范围,设备的噪声在安装隔音罩和隔音控制室后可降低到 55 dB。
( 7) 半干式制砂技术采用自动化控制、水处理的分级回收实现零排放,适应范围较广。
( 8) 中国水电对人工砂的研究与应用已经过半过多世纪,大量的工程实践证明人工砂优于天然砂,核电、机场、高铁受国标的限制,虽然在施工试验中证明小于 0. 075 的石粉放大到 8% ~ 12%时,砂的孔隙率最小、密度最大,混凝土的强度指标也最高,但 JGJ/52—2006《普通混凝土用砂、石质量及检验方法标准》规范对人工砂石粉含量的控制,主体工程混凝土还是不能突破应用于工程实践中,这种现象应 从国家规范制定上早日得到解决。
( 9) 半干式制砂技术现已应用于水电、机场、核电、公路、桥梁、码头及特种高品质混凝土的多级骨料生产,经近 10 年不同规模、不同岩性的实践证明是智能节能、低碳环保的制砂技术,宜大力推广使用。
人工制砂技术的应用与发展全文完。

地点:喀麦隆
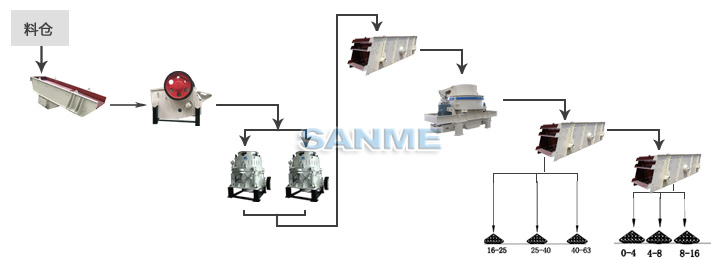
产量:180-200t/h
设备配置:ZSW系列振动给料机、PE系列颚式制砂机、GZG系列振动给料机、SMH系列液压圆锥式制砂机和YK系列圆振动筛等。

地点:湖南
产量:200t/h
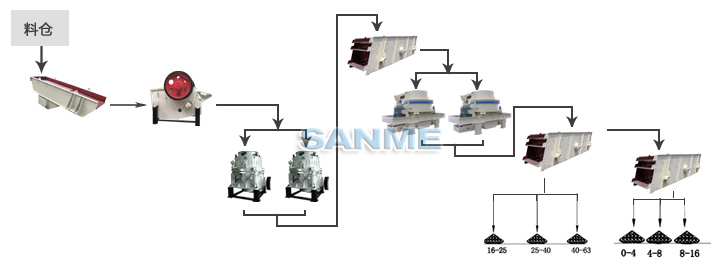
设备配置:SMH系列液压圆锥式制砂机、VSI制砂机、PE系列颚式制砂机、YK系列圆振动筛和ZSW系列振动给料机等。

地点:四川
产量:2*200t/h
设备配置:SMH系列液压圆锥式制砂机、VSI制砂机、PE系列颚式制砂机、YK系列圆振动筛和ZSW系列振动给料机等。