咨询电话:021-57569119
摘 要:锦屏水电站砂石加工系统的制砂料源主要采用大理岩,由于锦屏工程大理岩具有抗压强度指标较低,软化系数大,锤击易成粉的特性,其制砂主要采用全干法生产制砂工艺,即立轴制砂机+选粉机制砂工艺。对选粉机在锦屏电站全干法制砂工艺中的运用情况进行了介绍,以资在其它水电工程中借鉴应用。
水工混凝土中砂石料占混凝土重量的80%左右,因而砂石加工系统被誉为大坝的“粮仓”。制砂工艺是砂石生产工艺的核心工艺,石粉是制砂过程中的伴生物,石粉控制是制砂工艺的重要组成部分,而石粉含量的多少与制砂料源的岩石特性有直接的关系。锦屏工程东端模萨沟砂石系统、西端三滩砂石系统制砂料源均为大理岩,抗压强度低、软化系数大、锤击易成粉为其显著特点。
锦屏工程砂石加工系统料源为大理岩,在生产过程中,由于大理岩的抗压强度低、软化系数大、锤击易成粉等原因,其生产成品含粉率高达40% ~50%,且成品砂级配较差。通过立轴制砂机做生产性试验,其级配、细度模数、石粉含量等数据具有如表1所示的关系。
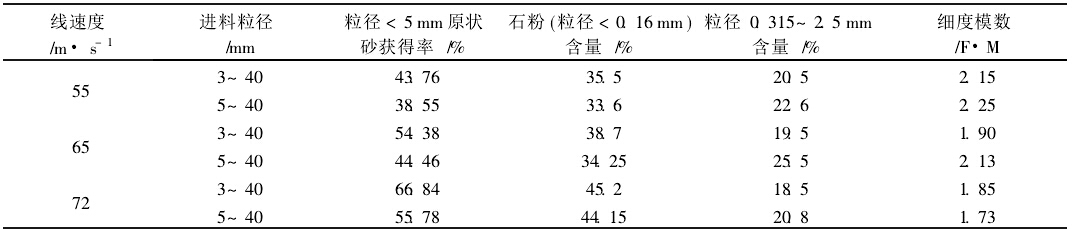
表1 人工砂有关参数表
通过表1中的数据可以看出:
(1)相同线速度情况下,原状砂获得率随进料粒径增大而减少;线速度越大,原状砂成砂率随线速度增大而增大。
(2)原状砂的石粉含量高(远超过规范标准);石粉含量随线速度减小而减少,石粉含量与进料粒径的关系不十分明显。
(3)原状砂中粒径0. 315~2. 5 mm颗粒含量偏少,粒径2. 5 mm以上颗粒含量偏大,砂的级配曲线不完全在中砂的级配曲线内。原状砂的细度模数随线速度减小而增大。
锦屏工程东端砂石加工系统不仅承担锦屏二级水电站成品砂石骨料的生产任务,还需要为二滩公司官地水电站提供50万t优质石粉。
针对大理岩料源特性,结合生产性试验结果,在立轴全干法制砂工艺中,不仅需要解决大理岩制砂产生的高石粉含量和粒径0. 315~2. 5 mm颗粒含量偏少的问题,还需要解决石粉的回收再利用问题,即石粉回收、输送、储存、装袋等工艺措施,以确保石粉质量和产量达到设计求。
传统的石粉去除方案是用水喷淋冲洗去除法,即原状砂经水洗后采用螺旋洗砂机回收成品砂,而石粉则随洗砂浆液进入废水处理池进行后处理。试验显示,成品砂的石粉含量仍在25%以上,且中间颗粒流失量较大。因废水中含有大量石粉,且其中还含有部分粒径大于0. 16 mm的细石料,不但增加了废水处理工作量,也无法解决石粉干化回收再利用的问题。
通过方案比较论证,借鉴其它行业粉料生产工艺,系统生产首次采用了立轴制砂+选粉机分级、回收的生产工艺,能够较好地满足系统需要。
选粉机是粉料分级设备,原主要用于水泥工业生产工艺,同时在化工、冶金等行业也有着广泛的应用。在实际工况下,将需分选的物料由选粉机上部加料口喂入,落到与转子成一体的撒料盘上,在离心力的作用下沿径向甩出而分散于选粉室内。物料在选粉室内与上旋的气流相遇,物料中的细颗粒因质量小而随气流上升,经由随转子旋转的分级圈分级,合格的细粉穿过分级圈栅条继续上升进入旋风筒,经旋风筒收集后落入集灰斗,由细粉管排出;清除细粉后的空气则从旋风筒中心经风管返回风机形成气流闭路循环;粗颗粒因质量较大在撒料盘和分级圈的作用下与细物料分离、下落,从粗粉管排出。产品的粗细可通过改变主轴的转速及风机的风量来调节。
在制砂工艺中采用选粉机,其主要功能是分离出多余石粉和有用颗粒并分别进行回收。它的工作原理是:将气、粉混合,形成气固两相流,旋转的撒料盘和高速气流使含粉气流在旋转时获得离心力,不同粒径颗粒获得的离心力不同,从而实现粗细粉粒分离。同时,采用相应的方法对粗细粉粒分别进行回收。有用颗粒即为成品砂,无用细粉则为弃料。
选粉机的主要工作参数为:进料流量、供风量、撒料盘(主轴)转速。
东端砂石加工系统毛料处理能力为800 t/h,成品料生产能力为580 t/h,其中人工砂生产能力为232 t/h。东端砂石加工系统加工料源采用东端引水隧洞开挖料(其中: 1#、3#隧洞为TBM掘进机开挖, 2#、4#为钻爆法开挖),毛料最大粒径d≤300 mm。系统布置在锦屏二级水电站东端模萨沟弃渣场,系统半成品料场、成品料场、检查筛分车间、2#风选车间及石粉装袋厂等布置在1 430m高程平台,在1 430 m高程平台南侧的山坡上开挖形成1 445、1 440、1 435 m高程三个台地,分别布置主筛分车间、预筛分中碎车间、1#风选车间、超细碎车间等车间,系统占地面积约3. 5万m2。
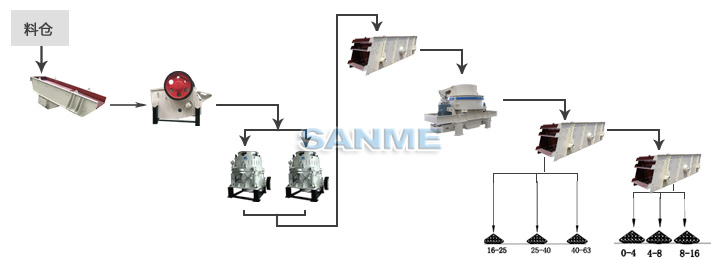
锦屏工程东端砂石加工系统采用两段破碎+选粉机去粉的制砂工艺,其工艺见图1
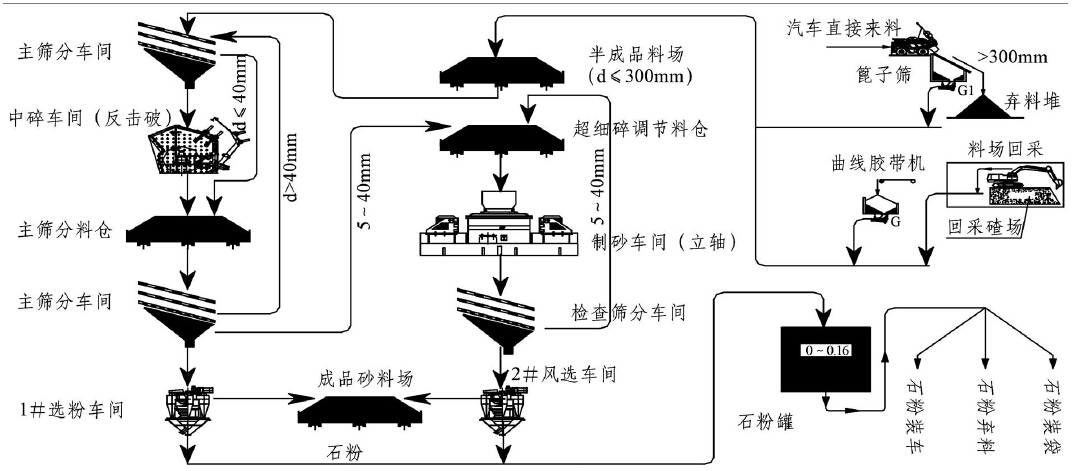
图1 制砂工艺流程图
主要制砂设备为:
(1)中碎:配置两台NP1315型反击制砂机,铭牌处理能力为840 t/h。
(2)细碎:配置两台PL9500型立轴制砂机,铭牌处理能力为600 t/h
(3)选粉机:1#风选车间配置XF3500型选粉机4台,铭牌处理能力为320 t/h; 2#风选车间配置XF3000型选粉机4台,铭牌处理能力为240 t/h。
考虑到大理岩制砂出砂率高,细度模数偏小的特点,制砂机选用了石打石型的PL-9500立轴冲击式破碎机。为调节砂的细度模数,配置了分选设备对主筛分和制砂车间出的砂进行了风选处理,以调节砂的细度模数。
锦屏工程东端砂石加工系统于2007年6月中旬开始建安, 2007年11月底系统全线投产,经过两年多时间的运行,其结果显示,系统设计可靠,能够满足施工需要。
通过大理岩立轴生产性试验和其它工程相关资料,该系统在设备定货时将PL9500立轴制砂机的线速度设定为62 m/s,其生产实测相关数据见表2(未经选粉机去粉的原状砂)。根据实测结果,在立轴线速度为62 m/s的情况下,原状砂的成砂率在60% ~65%之间,原状砂的石粉含量在40%左右。
东端砂石系统采用的选粉机为XF3500型和XF3000型两种,其单台处理能力分别为80 t/h和60 t/h两种。系统设置两个风选车间,分别配置2台XF3500和2台XF3000,其中1#风选车间的进料来自反击破破碎经第一筛分车间的、粒 径<5mm的原状砂, 2#风选车间的进料来自立轴破碎料经第二筛分车间的、粒径<5 mm的原状砂,生产过程中的实测生产数据见表3(以2#选车间的单台实测数据为例)
表2 未经选粉机去粉的原状砂特性表
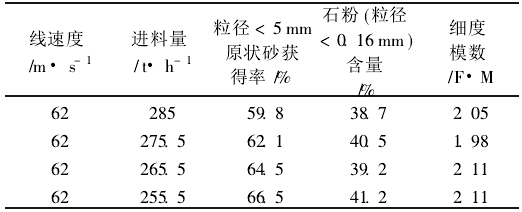
表3 经选粉机去粉处理后的粒度特性表

以上数据显示,在进料含水率为2%左右时,选粉机的成砂率在60% ~70%之间;由试验可知,在保证供料稳定和选粉机为同一技术参数的情况下,将成品砂中的石粉含量控制在一个稳定的范围内是有可能的。
为确保原状砂中多余的石粉能够得到有效剔除,当进料流量增大时,供风量和撒料盘转速应相应增加;当进料流量减少时,若供风量和撒料盘转速不变,则原状砂中的石粉、甚至有用颗粒将被剔除的较多,以致出现成砂率降低、细度模数增大的不利结果。
在生产过程中,对立轴+选粉机制砂后的成品进行随机取样检测,其数据见表4。
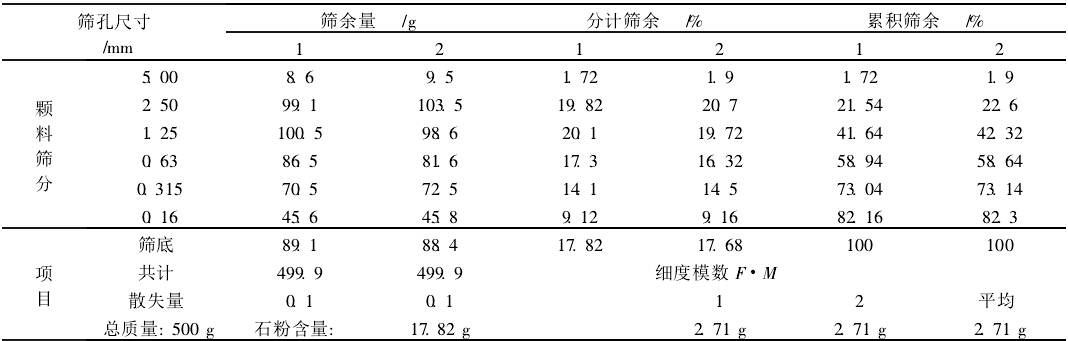
表4 成品砂特性表
从表4中可以看出,原状砂含水量在2%以下时,成品砂的石粉含量可以控制在18±2%以内,细度模数可以控制在2. 8±0. 2以内,成品砂颗粒级配较好。
通过对回收石粉进行检测,在毛料含水小于2%的情况下,石粉回收效果较好,回收石粉的粗粒径含量(>0. 16 mm)小于15%,含水在1%左右,可满足后续工程石粉需求。
通过以上生产数据可以得到以下结论:
(1)经选粉机选粉后的成品砂中石粉含量随选粉机主轴转速和风机的风量变化而变化,说明通过调整选粉机的技术参数来控制成品砂中的石粉含量是可行的。
(2)从试验可知,在保证供料稳定和选粉机在同一技术参数情况下,成品砂中的石粉含量在一个稳定的范围内是有可能的。
(3)原状砂的来料流量、石粉含量、含水率等都是影响选粉机选粉能力和选粉效果的重要因素。当进料含水率在2%时,选粉机能够较好地发挥其效率。
(4)通过调整选粉机主轴转速和风机风量,可以控制成品砂中石粉含量在18±2%范围内。
石加工系统中的应用在锦屏工程中,继东端在模萨沟砂石加工系统采用立轴+选粉机的制砂工艺后,在后续的锦屏西端三滩砂石加工系统中也采用了立轴+选粉机的制砂工艺。
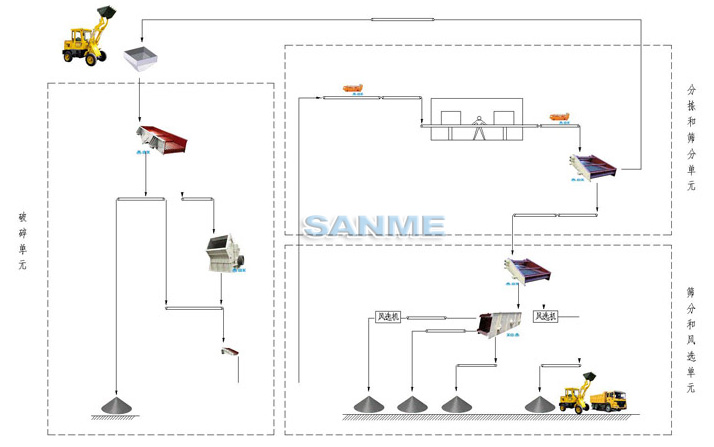
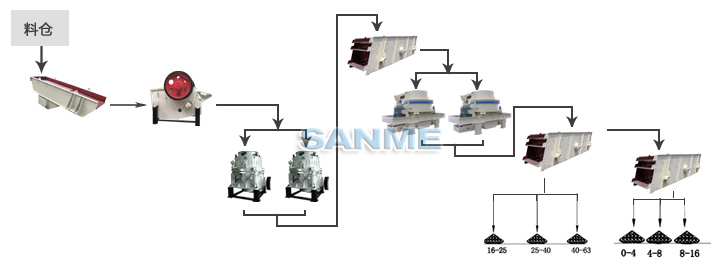
锦屏西端三滩砂石加工系统采用四段破碎+选粉机去粉的全干法生产工艺,其工艺见图2。
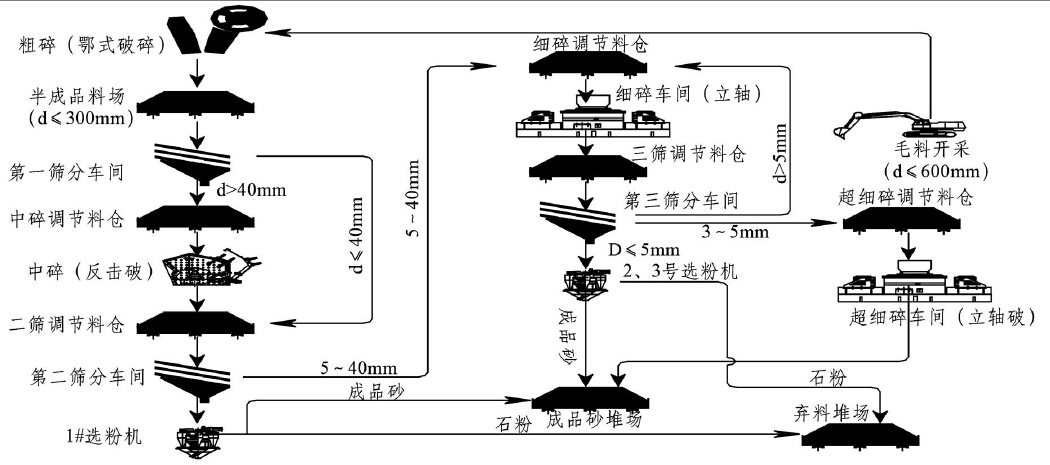
图2 全干法生产工艺示意图
(1)料源特性。锦屏西端砂石加工系统的原料为专用料场钻爆开采,其原料粒径组成可根据生产特性设计爆破参数,使原料尽可能的满足生产需要,且含水、含粉率比较易于控制;而锦屏东端砂石加工系统是利用引水隧洞开挖料做为生产原料,其含水、含粉量大且受地质条件限制。
(2)成品要求。锦屏西端砂石加工系统需要生产合格的成品砂石骨料,石粉全部作为弃料;锦屏东端砂石加工系统不仅需要生产合格的砂石骨料,还需要回收部分优质石粉供官地水电站应用。
(3)制砂工艺。 锦屏西端砂石加工系统为自行钻爆料,加工工艺采用了四段破碎+选粉机去粉工艺,即:粗碎(鄂破)+中碎(反击破)+细碎(PL9500立轴)+超细碎 (PL8500立轴)+选粉机去粉;而锦屏东端砂石加工系统由于为TBM掘进料(粒径小于300 mm),在实施中采用两段破碎+选粉机去粉+石粉回装置,即:中碎(反击破)+细碎(PL9500立轴)+选粉机去粉+石粉回收装置。
在锦屏西端砂石加工系统生产过程中,也一度出现因雨天开采毛料含水过大而导致选粉机去粉效果不理想,甚至出现“两头大”(石粉含量大或细度模数大)的情 况,后经严格控制毛料含水等措施,在毛料含水量在2%以下时,成品砂的石粉含量可以控制在18±2%以内,细度模数可以控制在2. 8±0. 2以内,成品砂颗粒级配较好,取得了较好的实施效果。
及改进在锦屏水电站东、西端砂石加工系统中,都出现过由于毛料含水超标等原因影响造成成品砂质量波动的情况发生,通过一系列措施,在一定程度上解决或缓解了矛盾,保证了系统的正常供应。
(1)原料含水问题:在锦屏东、西端砂石生产过程中,都存在毛料含水超标问题,尤其是锦屏东端砂石加工系统所用原料为电站引水洞开挖料,其含水一般在 20% ~30%之间,而系统由于场地限制,调节料场脱水能力有限,进入中碎的毛料含水在10%以上,进入选粉机的破碎料原状砂含水量也在5%以上,严重降低了选 粉机的去粉效果(选粉机的进料含水宜控制在2%以下)。
(2)原料含粉问题:料源为大理岩,在洞室开采过程中通过钻爆或TBM掘进机开挖破碎后其原料自身石粉含量高达25%以上,加上两级破碎产生的石粉,使得进选粉机的原状砂石粉含量高达45%以上,从而增大了两级破碎和选粉机的无用负荷,降低了成品率,增加了加工成本。
(3)目前使用的选粉机并非定型的专用制砂设备,选粉机自带风机的供风量的调节范围小且不能随原状砂来料量的变化随时进行调节。只要原状砂的来料流量、石粉含量、含水率发生变化,则该机的处理能力和选粉效果均会随之发生变化,这是成品砂生产质量波动的重要原因。
针对以上问题,我们对系统在运行生产中采取了以下措施:
(1)尽可能减少雨天开采,加大毛料堆存量。
(2)对原料含水和石粉含量进行分析,其含水和石粉含量主要集中在粒径20 mm以下的毛料中,经过现场多次试验调整各项技术参数,在预筛分车间增设了一条皮带,将20 mm以下粒径料根据来料的含水含粉量情况有比例剔除部分作为弃料直接弃掉,从而减少了毛料含水量和石粉含量,提高了选粉机的选粉效果,减少了无用负荷,提 高了成品率。实践证明,改造效果良好。
(3)针对毛料存在大量超径问题,系统增加了粗碎系统(移动式破碎站),提高了毛料有用料比例并直接弃掉大部分粒径20 mm含量以降低毛料含水量和石粉含量,同时尽可能增大调节料场容积,作好料场排水,延长脱水时间,以提高系统砂成品率。
(4)在后续工程中选用选粉机时,应根据水电行业生产环境特点,在选粉机风量、转盘转速的调节范围、调节的灵活性等方面进行深入的研究,使其能更好地满足水电工程施工环境下的生产要求。
通过选粉机在锦屏工程中的应用,说明人工砂中含有的多余的石粉可以通过干法风选予以剔除,特别是要求石粉回收再利用的一些工程,可以采用风选分级细骨料,而且剔除的效果较湿法生产明显优越,不但可以剔除成品砂中多余的石粉,而且可较好地调整成品砂的级配分布。

地点:重庆
产量:500TPH
设备配置:S系列精品制砂楼,HSI系列反击式破碎机

地点:喀麦隆
产量:180-200t/h
设备配置:ZSW系列振动给料机、PE系列颚式制砂机、GZG系列振动给料机、SMH系列液压圆锥式制砂机和YK系列圆振动筛等。

地点:四川
产量:2*200t/h
设备配置:SMH系列液压圆锥式制砂机、VSI制砂机、PE系列颚式制砂机、YK系列圆振动筛和ZSW系列振动给料机等。